

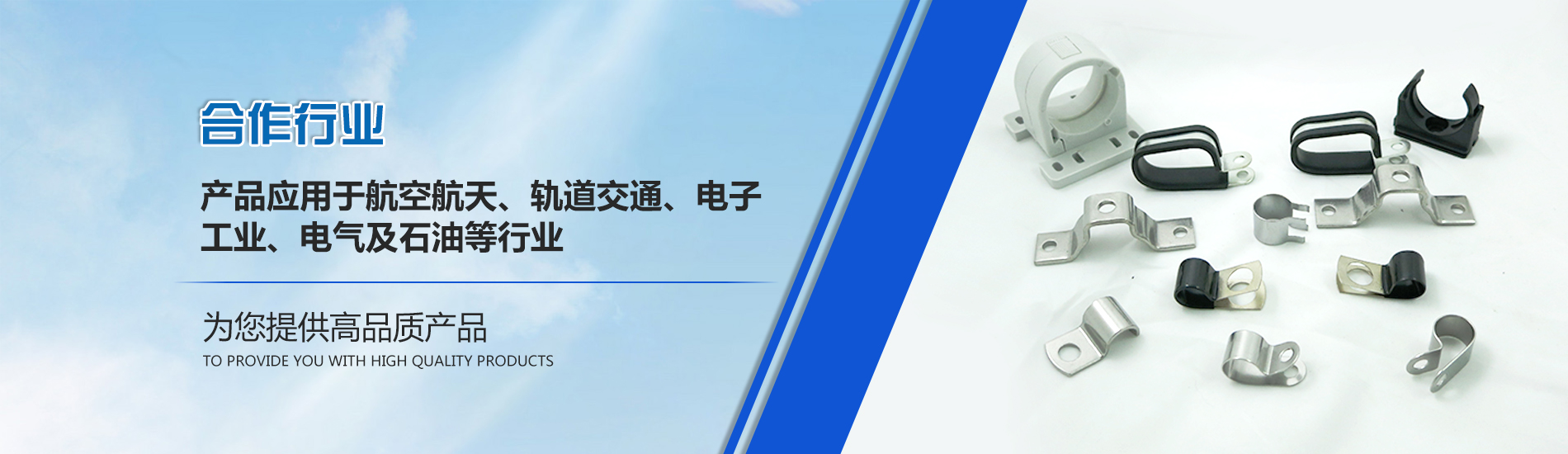



金属穿线软管的用途和选购技巧 金属穿线软管采用的主要材料:采用SUS301和SUS304、铜,从而保证了软管优良的柔软性、耐蚀性、耐高温等性能,在实际使用过程中,软管材料选择应根据产品性能选择相应的牌号和结构。 金属穿线软管能保护电缆或管道避免受到电火花、热金属屑和化学污染的损害。独特的制造技术确保产品的稳定性和柔顺性。特殊预制材料的使用可屏蔽电磁波。金属穿线金属软管两种基本类型:简单的啮合结构P3spuarelock型;双层扣接结构P4interlock型的软管。






金属穿线软管接头的介绍及优点 金属穿线软管连接主要与金属管的外径的软管的内径有关,经过测量,胶皮管的内径是20mm,DN15的钢管外径为22mm,将金属管与胶皮管连接部分设计成椎体,椎体小径应小于20mm,以便轻松的插入外径为20的胶片管内,椎体的大径应大于22mm。 (1)中心管。中心管一头为1/2R的管螺纹,另一头是一个空隙椎体,中间有一个拉紧螺母用力支撑的直径较大的圆。 (2)压套。内径等于胶皮管外径,内部前端设计成喇叭形锥面,锥度与中心管锥体锥度相同,外部前端车普通螺纹,后部焊接两个手柄。 (3)拉紧螺母。拉紧螺母外部焊两个手柄,内部前端车普通螺纹,用于与压套连接。 金属穿线软管接头使用时,将拉紧螺母套入中心管带有螺纹一头,这一部分在将来使用中不再拆卸,将胶皮管穿入压套后用力套在中心管椎体上(可预先在锥面涂些黄油有利于胶管沿锥面前行,有利于密封,也有利于下次拆卸)。连接压套与拉紧螺母,在拉紧螺母的拉动下,压套推动胶管不断前行,压套与锥面的间隙不断减小,达到将胶管牢固的连接在中心管锥面上的目的。

焊接 焊接是以为能源的特殊焊接技术,在工程应用中常采用平行安装法和角度安装法两种方法进行焊接。本文采用平行安装法及自行研制的焊接而成,起爆点设置于边部中心,复合装置示意图如图1所示。由于所选材料长度较长,超出了 常规的稳定爆轰距离,所以复合板使用自行研制的,并采用特殊的布药工艺加工而成。工艺参数的选择依据文献[4]给出的式(1)计算,并在试验基础上对其做了改进,式中me为装药量,δ为基复板之间的支撑物高度,,tp分别为复板材料的密度和厚度,,te分别为密度及厚度。K为与试验材料有关的系数。



 在线客服
在线客服 4008018881
4008018881 sales1@kt-flex.com
sales1@kt-flex.com


